碾臼の各名称
碾臼の各名称
【上臼と下臼】
下臼
雄臼ともいう
英語【bedstone】
底石(固定臼)
上臼
雌臼ともいう
英語【runner】(ランナー)
動いてるもの(回転臼)
※上臼の重量で臼面圧が決まり、
それは粉質に大きく影響する。
碾臼の製作要項
参照
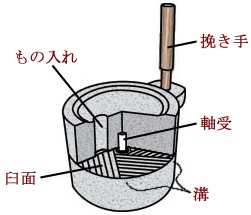
【碾臼カットモデル】
挽き手
は回す時の取っ手
(自動機には当然付いていません)
もの入れ
は原料を供給する穴
※図では一つですが、
通常は片減り防止のため対称に設ける。
(例)中心供給、2方向供給
軸受
は回転軸として、また上臼と下臼の隙間の調整の役目もする。
溝(目)
は放射状に刻まれていて、様々な
パターン
がある。臼の善し悪しに大きく作用する。
【碾臼断面図】
へこみ、張り
上臼には凹面形状【へこみ】、下臼は凸面形状【張り】になっていて、その間に空いている隙間を
クリアランス
又は
ふくみ
という。
その度合いは、溝(目)のパターンによる原料の送出作用と粉砕速度、滞留時間の調整を重力作用とともに加味される。僅かの臼面表面積の変化で、その程度が大きく変わる。
碾臼の製作ポイント
を参照。
【溝】
溝には
主溝
とそれに平行で等間隔の
副溝
が放射状に刻んであり、その区画を一分画という。
主溝は臼の中心から刻んだものと偏心させて刻んだものがある。
また、直線ばかりではなく曲線の溝もある。
溝の種類
参照上左図は反時計回り用の上臼、同右上図は時計回り用の上臼。ものくばり、副溝の刻み方向が逆です。
同下図は主溝が偏心しているもの。
【分画数】
6分画
8分画
分画数は主溝を増やせばいくつもの分画ができる。国内では4、5、6、7、8分画があって、その内6、8分画が主である。
【すり合わせ部】
すり合わせ部
上臼と下臼の『ふくみ』で密に接触している部分で、その大きさは臼半径の約1/3程度。
すり合わせ部の臼面の表面粗さは製粉される粉質に大きく影響する。よって要求される粉質・粉体粒度(粗分、微粉等)により
『目立て』
を変える必要がある。
上右画像の石臼は、実際そばを製粉してすり合わせ部のあたり(款合)を確認したもの。